
AdTech(艾文斯) 整体流槽设备拥有超长寿命的衬体,采用新型高硅熔融材料成型技术,耐腐蚀力强,不粘铝,对铝液无污染的性能,满足生产高附加值、高技术性能要求的铝产品生产技术诀窍。AdTech(艾文斯)生产的整体流槽设备安装于炉子和铸造机之间,它有双重功能:输送和保温。主要用于适用於航空、交通等铝合金精密铸造熔铝炉、净化炉、铸造平台、炉外除气及过滤之间的铝液输送。如:计算机硬盘、微米级铝箔毛料、印刷用PS板基、制罐料、喷气式涡轮发动机风扇叶等产品。
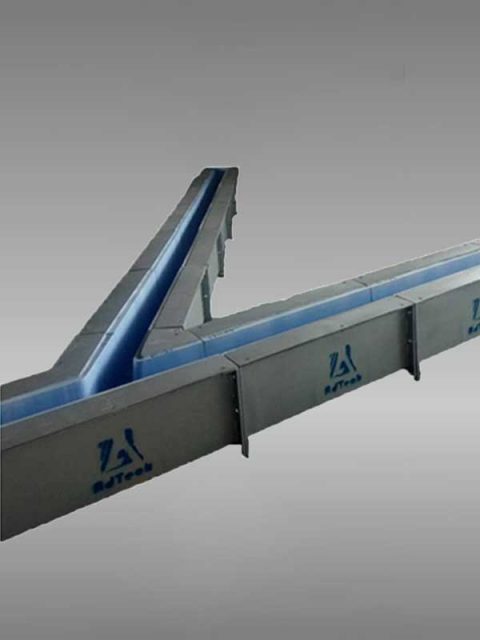
整体流槽
整体流槽分为: 保温流槽及整体固定流槽
AdTech(艾文斯)是一家专业从事新型材料开发、生产的高性能密封保温的整体流槽设备制造厂家。公司自2012年起研发生产整体流槽,除气设备和板式过滤设备一体化服务于高精铝合金铸造生产,得到了市场好评;
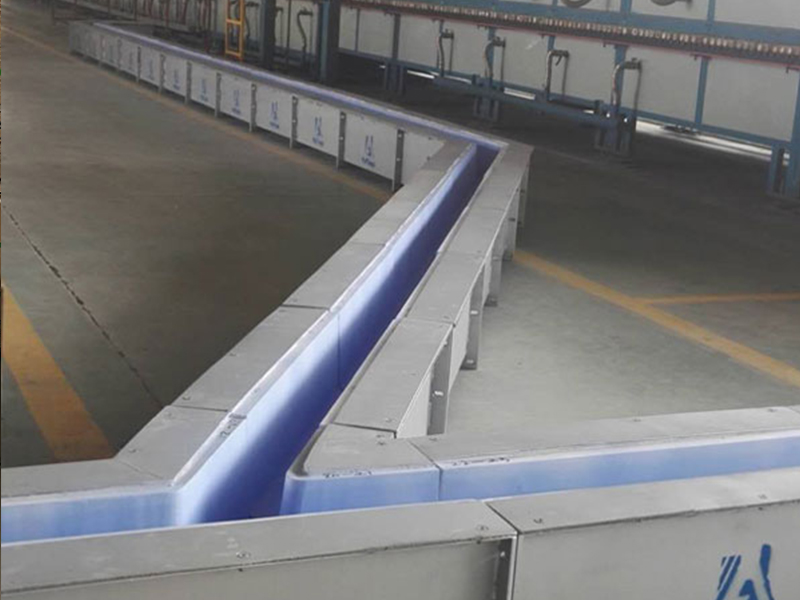
AdTech(艾文斯) 整体流槽设备拥有超长寿命的衬体,采用新型高硅熔融材料成型技术,耐腐蚀力强,不粘铝,对铝液无污染的性能,满足生产高附加值、高技术性能要求的铝产品生产技术诀窍。
AdTech(艾文斯)生产的整体流槽设备安装于炉子和铸造机之间,它有双重功能:输送和保温。主要用于适用於航空、交通等铝合金精密铸造熔铝炉、净化炉、铸造平台、炉外除气及过滤之间的铝液输送。如:计算机硬盘、微米级铝箔毛料、印刷用PS板基、制罐料、喷气式涡轮发动机风扇叶等产品。
Casting-GFH
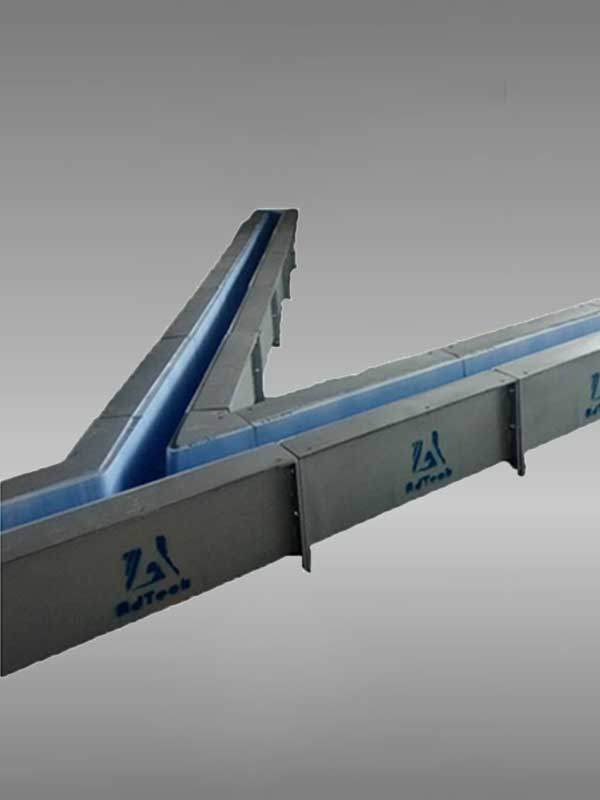
AdTech(艾文斯)整体流槽设备有以下装配:
- 箱体外壳
- 箱体内衬
- 流槽保温盖
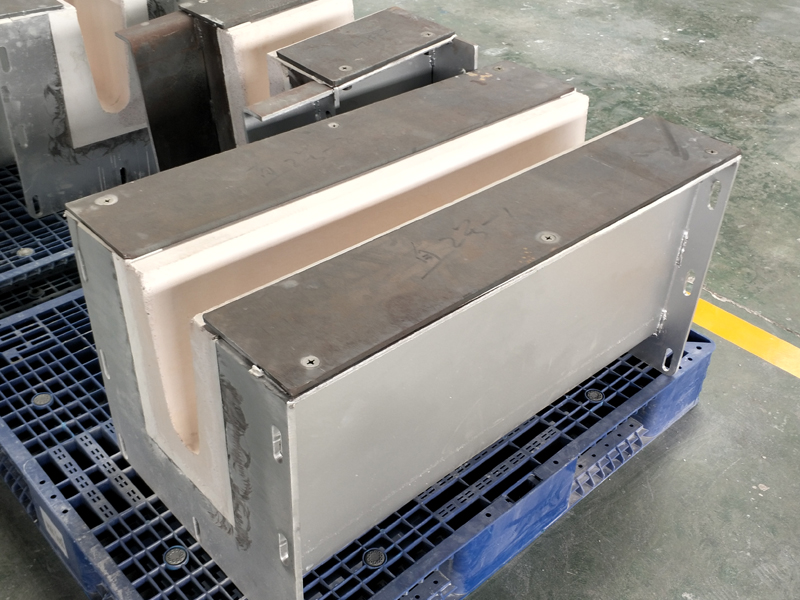
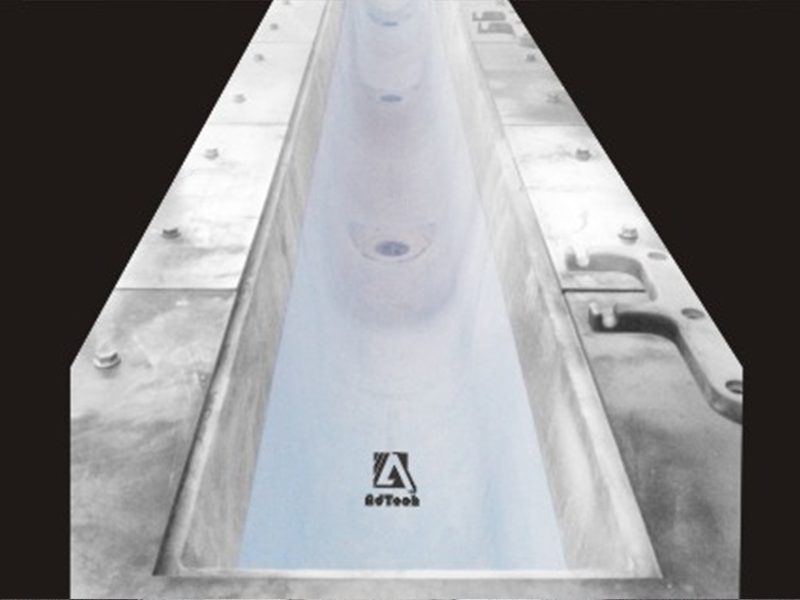
箱体内衬:
我公司采用先进的整体成型流槽内衬生产工艺:极大提高流槽内衬的耐冲刷、耐侵蚀能力。有效延长流槽内衬使用寿命。配合我司的氮化硼涂料使用,不沾铝效果极佳,可根据需要情况独立制作内衬供货。

整体流槽产品优点:
- 整体流槽保温性能好,设计合理,延长使用寿命;
- 整体流槽采用高贵熔融材料整体成型,尺寸精度高;
- 整体流槽内衬强度大、耐冲刷、耐热震,表面光滑;
- 整体流槽内衬对铝、锌、镁合金的耐腐蚀性强,增强了熔融金属转运设备的使用效果,加强特殊合金使用寿命;
- 整体流槽使用过程中金属液体温降做到每米2℃内、耐冲刷、耐热震,表面光滑。
整体流槽定尺规格(内衬和整体流槽可以独立制作供应):
| 项目 | 内衬长度 | 整体流槽长度 | 保温盖 | 特殊规格 |
|---|---|---|---|---|
| 标准 | 500-2000mm | 500-2000mm | 200-500mm | 来图定制 |
技术参数
| 项目 | 体积密度
(g. cm3) |
折断模数
(816℃ Mpa) |
热膨胀系数
(680℃ K-1) |
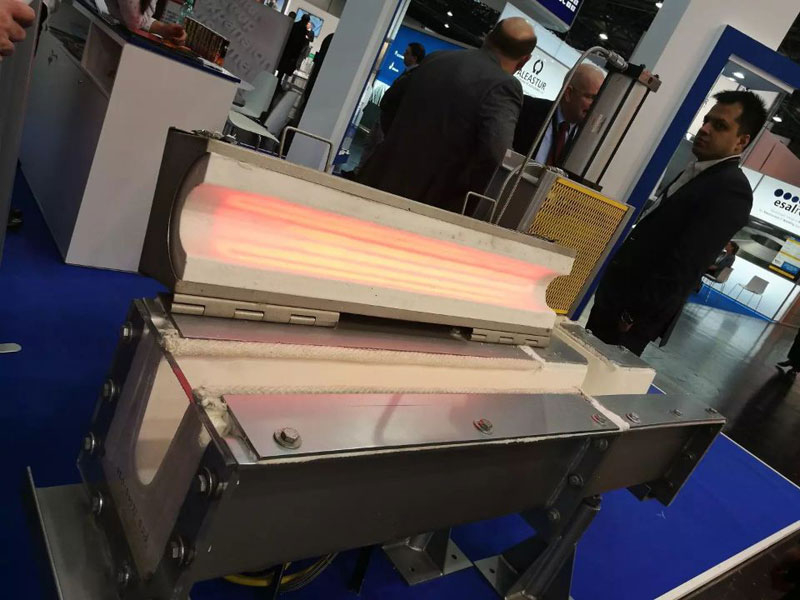
热导率
(540℃W/k.m) |
最大操作温度
(℃) |
|---|---|---|---|---|---|
| 典型值 | 1.8-2.0 | 18.8-19.8 | 1.56*10-6 | 0.8-0.95 | 1340 |
流槽采用6082和5083合金不粘铝干锅实验:


使用效果:

使用前
使用后
流槽产品包装方式(重量由产品大小决定):

使用说明:
- 对应图纸构造,安装流槽,保证整体流道洁净、无破损、无缝隙。
- 均匀预热已安装规范的流道,匀速升温6-8小时,检查内衬表面发红即 800℃之内,使之去除吸附结晶水,接近铸造温度,安全高效使用。
- 箱体流槽若不具备电加热烘烤条件,只得用火焰烘烤。其关键一是控制火焰温度,二是避免火焰直接烧烤,避免局部受热产生的热应力致衬体、管体、盘体或过滤板炸裂。火焰分弱焰(红色软焰)、中焰(黄色)、 强焰(蓝白)。

整体流槽设备质量寿命:
流槽内衬使用寿命在一年以上,整体设备使用寿命在三年以上(易损件除外)。
整体流槽产品优点:
- 整体流槽保温性能好,设计合理,延长使用寿命;
- 整体流槽采用高贵熔融材料整体成型,尺寸精度高;
- 整体流槽内衬强度大、耐冲刷、耐热震,表面光滑;
- 整体流槽内衬对铝、锌、镁合金的耐腐蚀性强,增强了熔融金属转运设备的使用效果,加强特殊合金使用寿命;
- 整体流槽使用过程中金属液体温降做到每米2℃内、耐冲刷、耐热震,表面光滑。
整体流槽定尺规格(内衬和整体流槽可以独立制作供应):
| 项目 | 内衬长度 | 整体流槽长度 | 保温盖 | 特殊规格 |
| 标准 | 500-2000mm | 500-2000mm | 200-500mm | 来图定制 |
技术参数
| 项目 | 体积密度
(g. cm3) |
折断模数
(816℃ Mpa) |
热膨胀系数
(680℃ K-1) |
热导率
(540℃W/k.m) |
最大操作温度
(℃) |
|---|---|---|---|---|---|
| 典型值 | 1.8-2.0 | 18.8-19.8 | 1.56*10-6 | 0.8-0.95 | 1340 |
使用说明:
- 对应图纸构造,安装流槽,保证整体流道洁净、无破损、无缝隙。
- 均匀预热已安装规范的流道,匀速升温6-8小时,检查内衬表面发红即 800℃之内,使之去除吸附结晶水,接近铸造温度,安全高效使用。
- 箱体流槽若不具备电加热烘烤条件,只得用火焰烘烤。其关键一是控制火焰温度,二是避免火焰直接烧烤,避免局部受热产生的热应力致衬体、管体、盘体或过滤板炸裂。火焰分弱焰(红色软焰)、中焰(黄色)、 强焰(蓝白)。






{kind=link}