
铝厂除气箱 详细资料
铝厂除气箱?一词对于人们很是陌生,因为它在我们生活中普通人是接触不到的,但是生活中我们确是离不开它,也就是说因为它的存在我们的生活更方便了。下面就让小编给大家介绍一下有关于除气箱的有关知识吧:
- 除气设备拥有超长寿命的炉体采用新型高硅熔融材料的制造技术,除气转子、加热器保护套管、热电偶保护套管均是使用氮化硅(Si3N4)陶瓷制造技术以及生产高附加值、高技术性能要求的铝产品生产技术。生产的在线除气设备安装于炉子和铸造机之间,作用是排除包含在融熔铝及其合金中影响其质量和机械性能的氢和其它残渣。它有双重功能:处理和加热。主要用于高精铝产品生产的熔体净化,如:计算机硬盘、彩色及黑白复印机感光鼓、微米的铝箔毛料、印刷用PS板基、制罐料、飞机起落架(晶间高强度铝材)、喷气式涡轮发动机风扇叶等产品。
- 除气箱主分几大类:单转子除气箱、双转子除气箱、铝液除气箱和铝液除气箱内衬。目前国内除气箱重要的生产厂家有艾文斯,是一家中外合资生产厂家,他们自主研发的生产除气设备和板式过滤设备推向市场后,市场好评率一直不错,有机会可以上网搜索下他们公司的官网详细咨询下。
- 下面小编为大家整理出了一组除气箱设备图让大家参考下:

AdTech(艾文斯)在线除气设备有以下装配:
- 机械传动
- 箱体箱盖
- 转子和加热器
- 电气控制
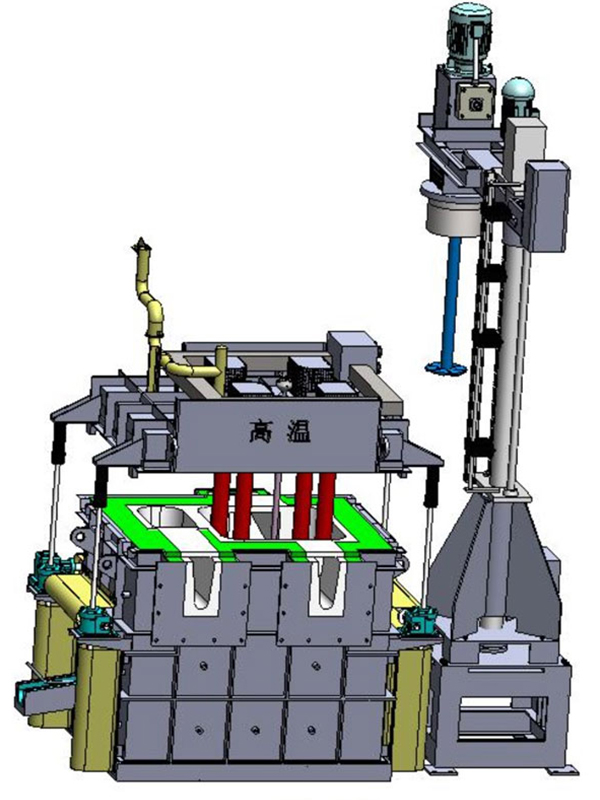
在线除气箱设备装配:


还有一组在线除气设备制造型号供有需要的人参考:
| 除气最大流量吨/时 | 15吨/时 | 35吨/时 | 65吨/时 |
|---|---|---|---|
| 除气室标准规格 | 一室一转子(1B1R) | 二室二转子(2B2R) | 三室三转子(3B3R) |
| 除气室结构型号 | 一个排干口和扒渣口 | 两个排干口和扒渣口 | 三个排干口和扒渣口 |
| 提升方式 | 吊装式 | 转子机械提升 | 箱盖整体液压提升 |
在线除气设备性能:
在线除气设备主要处理熔融铝液包含一定数量的氢和其它残渣(碱金属、夹渣),经过除气设备处理后被排除。
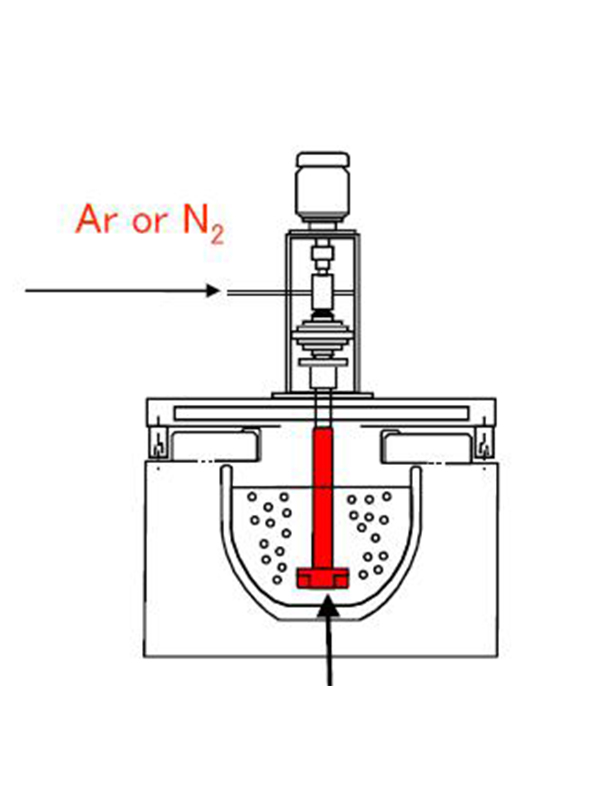
在线除气设备处理原理是气体浮选原理,工艺气体(惰性气体或惰性气体和氯气的混合气)经转子注入熔体中并被转子打碎成均匀分散的微小气泡,微小气泡上升到熔体表面,微小气泡上升过程中完成以下工作:
- 氢被吸附到气泡内而被排除;
- 碱金属通过与氯气产生化学作用(形成氯化物)而被排除;
- 夹杂物被气泡捕获,然后上升到熔体表面形成渣滓。
| 除气效率标准设计 | 除气效率平均稳定在60%,采用氩气工作的铝液中Mg≤1%以下时,最好的除气效果可以达到0.09cc/100g。 |
|---|---|
| 箱体结构质量标准设计 | 内衬采用高硅熔融材质整体制作成型,内腔的寿命平均2年,高达3年,不粘铝效果佳,对铝熔体无污染,内设计有阻流板,确保铝熔体表面的稳定,可以防止空气及铝熔体表面的氧化物被卷到铝熔体当中,气泡或残渣流出。 |
| 转子标准设计 | 采用氮化硅材质,使用寿命在2年以上(最长使用寿命可在5年); 在耐铝腐蚀性、耐热冲击性、耐氧化性、耐磨性、机械强度等方面具有很强的优越性,做到长时间浸泡不磨损,采用杆部60mm,头部直径200mm,能够最大限度的减少对熔体的搅拌阻力;高转速450~550转/分的设计可以将气泡最大限度的破碎,并且最大范围的将气泡弥散到内腔的各个角落,使用性能上不会有变化,具有长期稳定的除气效果;(除气效率的稳定性,使用寿命,更换转子的人工费等)的综合性价比最好。 |
| 浸入式加热器保护套管 | 采用氮化硅材质,使用寿命平均在1年,长达2年;加热效率高,减少铝熔体表面的氧化、造渣对铝水无污染。 |
| 气体标准设计 | 除气装置可以使用氩气、氮气及氯气的混合气体作为选项,设计有能够安全的使用氩、氯保护措施。 |
| 标准密封结构设计 | 在线除气设备的密封结构通过对箱盖,箱体,进出铝熔体口进行全密封设计,有效防止铝熔体的二次氧化产生的造渣,并有效提高了除气效果。 |
除气运行工作原理参考图:
在线除气箱设备使用说明:
当烘炉结束后,熔融铝液进入箱体前将加热元件关掉,待加热器的温度和熔融铝液的温度接近时,向转子通入惰性气体,然后向箱内填充熔融铝液。
- 检查位于进出口和流槽连接处的密封材料。
- 检查带高温保护的底部排干口紧密堵头
- 检查填充箱体的铝液温度是否足够高(最低温度:720°C)为了观察熔融铝液进入箱体,液位距流槽底部大约3 cm处停止填充操作。
- 箱盖关闭(箱体有扒渣口) 操作人员必须要穿戴适当的保护外套,当金属流进箱体时产生渣滓,可通过扒渣口撇去金属表面渣滓。
- 建议温度升至780度以上再生产,启动温度保温阶段,关闭扒渣口。
- 保温阶段允许铸次间铝液以操作人员设定的温度保留在箱体内,
在此保温阶段不处理铝液。 - 需要向转子通入少量惰性气体,防止铝液进入转子堵塞转子出气孔。
- 熔融金属停止填充操作后,需立即启动加热器,根据金属保温参数控制加热,由操作人员设定。
- 通过启动加热系统,控制铝液温度,需要监控气体流速,转子速度增大,从保温阶段速度转换到处理阶段设定的速度,通入转子的惰性气体流量增大,从保温阶段流量到处理阶段流量。
- 操作人员设定处理阶段的铝液温度,以此模式加热,做到稳定的除气工作状态。


好的,小编能整理的就这么多,如果还想更加详细了解的人可以去艾文斯官方网站看看 http://www.adtechamm.cn/也可以给他们电话联系咨询。




