
ADTECH(艾文斯)在线除气设备采用PLC自动控制系统、新型高硅氧熔融材料制造技术和除气转子、加热器保护套管、铝液热电偶等均采用氮化硅(si3n4)材料制造技术,除气效率达到65%以上,能够满足各类高端铝合金产品生产需求。。。。。。。
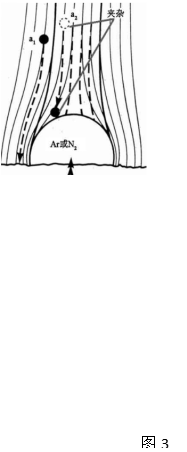
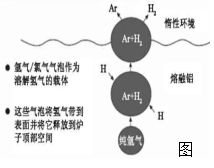
工作原理为气体浮选原理。工艺气体(惰性气体或与氯气的混合气体)经转子注入熔体底部、并被转子叶轮打碎成均匀分散的微小气泡,微小气泡在上升过程与熔体接触完成以下净化:
a.一个或多个旋转喷嘴在整个熔炼过程中将工艺气体剪切成小气泡,氢气随着工艺气体的气泡上升,从铝液中被释放出来。
- 碱金属通过与氯气产生化学作用形成氯化物而被排除。
- 惰性气体在上浮过程中,因气浮表面张力的作用,铝液中存在夹杂会吸附在气泡表面被带出铝液,浮到熔体表面形成渣滓,达到夹杂的去除。
除气设备使用说明:
1、充灌铝液前的检查① 检查进出口与流槽连接处的密封耐火纤维完好;
② 检查底部排干口堵塞紧密、固牢;
③?检查静置炉铝液温度不低于低750℃。
2、箱体充灌铝液的操作
| 步?骤 | 作???业 | 注??解 |
| 1 | 微开箱盖 | 观察熔融金属 |
| 2 | 熔融铝液填充箱体,液位高出流槽底部大约3cm处停止填充操作。 | |
| 3 | 撇去金属表面渣滓 | |
| 4 | 设定初始浇注温度进行升温、保温。 | 初始浇注温度高于正常生产工艺温度,以满足流道吸热;之后恢复正常生产工艺温度。 |
| 5 | 关闭箱盖 | |
| 6 | 待铝液温度升到初始浇注温度(一般750℃)开始生产。 |
3、铝液保温
在铝液初始浇注保温阶段(不作净化处理),箱体内温度应保持在操作人员设定的温度。此时,进入转子的惰性气体量应修正为保温状态模式下的流量,但不得关闭气体。
4、铝液除气除渣净化操作
| 步?骤 | 作??业 |
| 1 | 转子速度从保温阶段速度转换到净化处理阶段设定的速度。(速度由低到高增大) |
| 2 | 通入转子的惰性气体流量从保温阶段流量到净化阶段流量。(流量增大) |
| 3 | 设定净化处理阶段的铝液温度,以此模式自动加热保持。 |
| 4 | 仔细调整转子速度和净化气体流量配比。 |
5、箱体放流排干及清洁
1)放流排干准备:更换合金牌号或清洁箱体时,需排干箱体铝液。当满足以下条件时可进行排干作业。
a.金属回收箱放在合适位置,并涂刷不沾铝涂料且干燥;
b.除气设备处于保温阶段(大于760度)。
2)放流排干程序
箱盖打开并处于维护位置,操作人必须穿戴保护服,遵守安全规则。
| 步?骤 | 作???业 |
| 1 | 打开箱盖,并提升旋转至维护位置。 |
| 2 | 用铲刀清理箱壁箱底粘结渣,撇去铝液表面渣滓。 |
| 3 | 打开排干口,边搅动边放流,让渣滓随铝液流出,清理箱底残余。 |
| 4 | 切记:排干开始时会有金属飞溅的危险。 |
3)清洁:操作人员穿戴适应的防护服,遵守安全操作规则。
按以下步骤小心清洁箱体内部:
| 步骤 | 作??业 | 步骤 | 作??业 |
| a | 箱体四周 | b | 箱壁条状扰流砖四周 |
| c | 底部扰流块四周 | d | 两室之间的底部通道 |
| e | 箱体底部 | f | 铝液进出口 |
| h | 检查箱体四周,如果有大的裂缝要进行修补。 |




