
铸轧知识-前箱及液位报警
前箱上设有四连杆机构自动控制前箱液位,进口激光测距仪检测前箱内液面高度,实现前箱液面自动显示及过液位报警。前箱温度通过热电偶进行测量,通过调节静置炉和除气箱内铝液的温度。
操作过程。
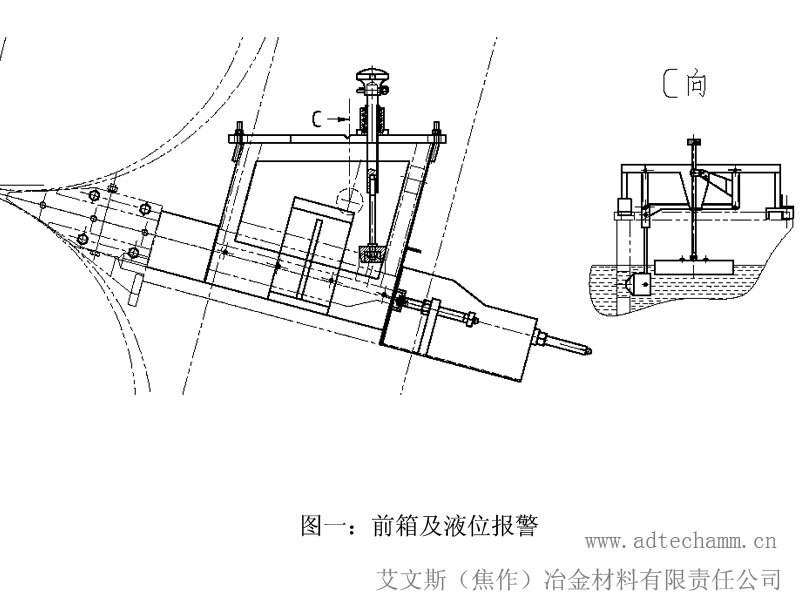
A、铝液从侧面流入前箱,液面达到工艺要求后,调整浮漂位置(见C向),使得整个四连杆机构达到平衡。如果液面低于要求,则堵头后退,使得铝液的通过量增大;如果液面高于要求,则堵头前进,使得铝液的通过量减少。这个动作是随浮漂动作及发生改变的,所以可以保证铝液液面波动控制在±1mm以内。
B、如果停机或者要更换炉料规格时,需要将流槽、除气系统及前箱处的铝液放尽。此时只要将前箱装置上设置的放流塞拔起,即可使得铝液顺着放流口流出,顺利流入废铝箱内。(放铝液前需检查周围情况,有无易燃或者潜在危险存在,确认安全工作准备无误后方可进行)
C、在前箱正上方,机架横梁处设有一激光测距装置。在正常生产时,由操作人员将激光测距仪装置移至前箱正上方,并根据工艺要求对液面位置进行清零。当不生产时,由操作手将此装置移出前箱范围,以延长红外测距仪的使用寿命及防止操作不当对红外测距仪造成损坏。




